Directe rondreis voor LFT



Directe rondreis voor LFT
Direct Roving voor LFT is gecoat met een silaan-gebaseerde lijm die compatibel is met PA-, PBT-, PET-, PP-, ABS-, PPS- en POM-harsen.
Functies
●Weinig pluizen
●Uitstekende compatibiliteit met diverse thermoplastische harsen
●Goede verwerkingseigenschappen
●Uitstekende mechanische eigenschappen van het uiteindelijke composietproduct

Sollicitatie
Het wordt veel gebruikt in de automobielindustrie, de bouw, de sport en elektrische en elektronische toepassingen.

Productlijst
| Item | Lineaire dichtheid | Compatibiliteit van hars | Functies | Eindgebruik |
| BHLFT-01D | 400-2400 | PP | Goede integriteit | uitstekende verwerkings- en mechanische eigenschappen, uitgedoofde lichtkleur |
| BHLFT-02D | 400-2400 | PA, TPU | Weinig pluis | Uitstekende verwerkings- en mechanische eigenschappen, ontworpen voor het LFT-G-proces. |
| BHLFT-03D | 400-3000 | PP | Goede spreiding | Speciaal ontworpen voor het LFT-D-proces en veelvuldig gebruikt in de automobielindustrie, de bouw, de sport, de elektrische en elektronische sector. |
| Identificatie | |||||
| Soort glas | E | ||||
| Directe rondreis | R | ||||
| Filamentdiameter, μm | 400 | 600 | 1200 | 2400 | 3000 |
| Lineaire dichtheid, tex | 16 | 14 | 17 | 17 | 19 |
| Technische parameters | |||
| Lineaire dichtheid (%) | Vochtgehalte (%) | Groottegehalte (%) | Breuksterkte (N/Tex) |
| ISO1889 | ISO3344 | ISO1887 | IS03341 |
| ±5 | ≤0,10 | 0,55±0,15 | ≥0,3 |
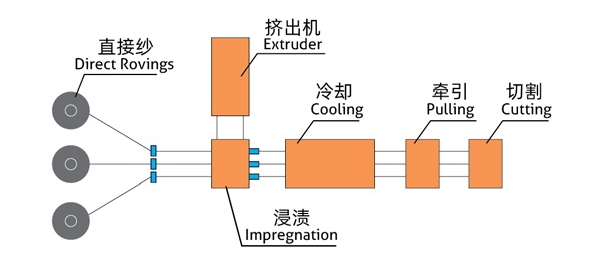
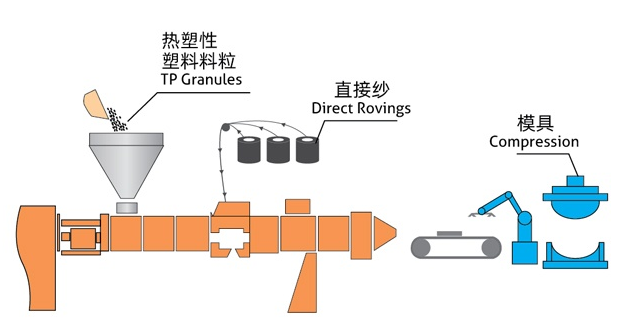
LFT-proces
LFT-D polymeerkorrels en glasvezels worden in een dubbelschroefsextruder gebracht, waar het polymeer smelt en een compound wordt gevormd. Vervolgens wordt de gesmolten compound rechtstreeks tot de uiteindelijke onderdelen gevormd door middel van spuitgieten of compressievormen.
LFT-G Het thermoplastische polymeer wordt tot een smeltpunt verhit en in de matrijs gepompt. De continue roving wordt door een dispersiematrijs getrokken om ervoor te zorgen dat de glasvezel en het polymeer volledig geïmpregneerd zijn en om geconsolideerde staven te verkrijgen. Na afkoeling worden de staven in versterkte pellets gehakt.